BLACKS CHARPY / IZOD CUTTING & PREPARATION MACHINES
![]()
![]()
![]()




![]()
![]()
![]()
![]()
![]()
![]()
![]()
 BLACKS
CNM - Charpy/Izod
BLACKS
CNM - Charpy/Izod
Specimen Preparation Machines


The Blacks CNM range of machines have been specially designed to allow laboratories and test houses to produce their own standard and sub-size Charpy / Izod test pieces ready for cutting the appropriate notch.
Two variations of the Charpy Specimen Milling Machine (CNM) are available to cover a wide range of materials.
CNM-158A1 FIXED SPEED
CHARPY SPECIMEN MILLING MACHINE
The Fixed Speed Machine is recommended for customers who are producing
specimens in carbon steels, easily machined low alloy steels, non-ferrous
and plastic materials.
This machine has a fixed cutter speed of
1.98 m/sec(50Hz), 2.38m/sec(60Hz) and a variable feed rate for the samples
of 2.5-9.0 mm/sec.
For customers producing specimens in a wider range of materials, see
the
CNM 140A1 with variable cutter speed.

CNM-140A1: VARIABLE SPEED
CHARPY SPECIMEN MILLING MACHINE
The Variable Speed Machine is recommended for customers
who are producing specimens in carbon steels, more difficult to machine
alloy steels, stainless steels, non-ferrous and plastic materials.
Please contact RJW Ltd if cutting superalloys.
This machine has a variable cutter speed of
1.0-2.5 m/sec and a variable feed rate for the samples of 2.2-9.0 mm/sec.
The varying of the cutter speed for differing materials improves the
cutter tip life.

Machine Design and Method of Operation
Machine Design:
The machines are of robust design and construction, enabling them to
produce
specimens to the surface finish and tolerances required by International
Standards.
Both machines are designed for mounting onto a customer’s bench and are
fitted
with an easily removable swarf (cuttings) tray.
The cutting process is carried out without cutting fluids.
A fully encapsulating removable cover allows ready access to the motor and
drive
for periodic maintenance.

A D.C. thyristor drive control provides the variation in speed
of the rotary fixture, for both the Fixed and Variable Machines.
The fixture speed sets the feed rate which the samples are machined.

An A.C. thyristor drive control provides the variation in the
cutter speed, on the Variable Machine only.
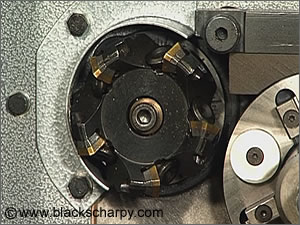
Work Holding Fixture:
The circular fixture allows up to four specimens to be machined during the
same operation.
Various clamps, anvils and clamping screws are available to suit the type
of rough cut blanks being used.
One circular fixture is included with each machine. For maximum machine
production a 2nd fixture (optional extra) is recommended, so that whilst
the 1st fixture is being machined, the 2nd fixture can have its samples
loaded.

Cutter:
The cutter is fitted with five ISO carbide inserts, which are easily
replaceable.
A micro adjuster allows for accurate control of specimen size and allows
for compensation of cutter tip wear.
MACHINE SPECIFICATION
Overall Size:
Fixed Speed Machine
900 x 500 x 650 mm
Variable Speed Machine
900 x 500 x 715 mm
Weight: 210 Kg
Electrical Supply:
380 or 415 or 440 Vac
(customer to advise their voltage for setting at
our works)
3 phase, 50/60 Hz, 4 KVA
480 Vac optional
DEMONSTRATION VIDEO

View a 10 minute video
showing the operation of our Charpy and Izod Specimen Machine.
PRODUCTION RATE
Fixed Speed Machine
Using two work holding fixtures, 4
machined specimens can be produced every 20 minutes with the feed rate set
in a mid-position . The mid position is a typical setting for general
carbon steels.
Variable Speed Machine
No
specific production rate can be quoted for the variable speed machine due
to the variation in machine feed & speed settings, which are dependent
upon the sample material.
ACCESSORIES
![]() Additional
rotating fixtures complete with clamps, anvils, clamping screws and a
bench mounted holding bracket. The customer to advise pocket
configuration.
Additional
rotating fixtures complete with clamps, anvils, clamping screws and a
bench mounted holding bracket. The customer to advise pocket
configuration.
![]() Sub-size
specimen fixtures and a bench mounted holding bracket. The customer to
advise the sub-sizes required, for the fixture to be set at our works.
Sub-size
specimen fixtures and a bench mounted holding bracket. The customer to
advise the sub-sizes required, for the fixture to be set at our works.
![]() ISO
replaceable inserts.
ISO
replaceable inserts.
![]() Specimen size
go/no go gauges
Specimen size
go/no go gauges
![]() supplied
with UKAS certificate.
supplied
with UKAS certificate.

SPARES
Spare parts and consumables for all machines available: Spare Parts
SPECIMEN MATERIALS
By arrangement, special
testing may be undertaken using our in-house test facility to determine
optimum equipment for difficult to machine materials.
Contact us, stating the
specimen’s material, size & standard, for further guidance.
 BLACKS CNM
BLACKS CNM
USER
MANUAL
CNM user manual available to download.
DOWNLOADS page.
Motorised Broaching Machines
An ideal accompaniment to the specimen machines are our Motorised Charpy
Broaching Machines.

QUALITY
Each machine undergoes a full inspection, run-in period and test
cycle prior to despatch.
CE marking
Approved by
independent company.
CE TECHNICAL DOCUMENTS
Held at RJW Ltd, Unit A5 Chaucer Business Park, Kemsing, Kent.
WEEE
Environmental registration:
WEE/DC 2117VU
PRODUCER COMPLIANCE SCHEME
With Clarity Environmental Ltd.
Method of Operation:
The rotating work holding fixture is fitted with clamps, anvils and
clamping screws to suit the type of blank being used, i.e. rough sawn
square/rectangular, round or tubular section and the size of specimen to
be produced, i.e. 10mm square or sub-size.
For ease of fitting samples, the fixture is removed from the machine and placed onto a bench mounted holding bracket, one bracket is supplied with each fixture.
Up to four rough cut samples may be loaded into the fixture, which is then re-mounted onto the machine spindle and the cutting cycle started.
The machine cuts the first side of the samples (1st cut).
The fixture is then removed from the machine, turned through 180 degree and refitted to cut the second side of the samples (2nd cut).
After completion of the 2nd cut, the fixture is removed from the machine and placed onto the bench mounted holding bracket.
The samples are removed and remounted into the fixture at 90 degrees. The fixture is then mounted into the machine to cut the third side (3rd cut). The fixture is then rotated to cut the fourth side (4th cut), which completes the production of the 10mm square samples.
Adjustment of the micro-adjuster may be necessary to achieve the required size and dimensional accuracy of the finish machined specimen.

1st & 2nd cut clamp

3rd & 4th cut clamp
10mm Square Specimens
16mm maximum square rough sawn and 18mm maximum
diameter
section blanks in carbon and low alloy steels can be used, to produce 10mm square specimens to
International Specification Standards.
The fixture pocket
configuration:
![]() A machine with
1 fixture; 2 pockets with 1st & 2nd cut clamps & 2 pockets with 3rd & 4th
cut clamps.
A machine with
1 fixture; 2 pockets with 1st & 2nd cut clamps & 2 pockets with 3rd & 4th
cut clamps.
![]() A machine with
2 fixtures; 1st fixture, 4 pockets with 1st & 2nd cut clamps. 2nd fixture, 4
pockets with 3rd & 4th cut clamps.
A machine with
2 fixtures; 1st fixture, 4 pockets with 1st & 2nd cut clamps. 2nd fixture, 4
pockets with 3rd & 4th cut clamps.
The customer to advise if round
or tube section samples are to be used in 1st & 2nd cut pockets, as “V”
serrated anvils will be required.
Customers can order fixtures, with
any pocket configuration to suit their requirements.
 Sub-size
Specimens
Sub-size
Specimens
Sub-size specimens can be machined using a work
holding fixture with special factory fitted cartridges. The 10mm dimension
is produced on a standard fixture, using 1st & 2nd cut clamps. The 3rd & 4th
cuts are machined on a sub-size fixture, which is set at our factory to
produce the thinner sub-size thickness.
Standard fixture options available
OPTION 1 – Fixture for 7.5mm specimen – 3rd cut
cartridges set to 8.75mm & 4th cut set to 7.5mm
OPTION 2 –
Fixture for 6.7mm specimen – 3rd cut cartridges set to 8.0mm & 4th cut
set to 6.7mm
OPTION 3 – Fixture for 5.0mm specimen – 3rd cut cartridges set to 6.25mm
& 4th cut set to 5.0mm
OPTION 4 – Fixture for 3.3mm specimen –
3rd cut cartridges set to 4.4mm & 4th cut set to 3.4mm
OPTION 5 –
Fixture for 2.5mm specimen – 3rd cut cartridges set to 3.6mm & 4th cut,
set to 2.6mm
Please note that 4th cut pocket cartridges for the
3.3mm & 2.5mm specimens will be set to 3.4mm & 2.6mm to allow for 0.1mm
to be ground off, to achieve their final thickness tolerance.
Customers can order fixtures with any pocket configuration to suit their
requirements.
For instance a combined fixture for 7.5mm and 5mm specimens.
1 off
each cartridge set to 8.75mm, 7.5mm, 6.25mm and 5mm.
Please note
the maximum depths of cut that can be machined on each type of sub-size
fixture are:
Fixture for 7.5mm specimen – 2.0mm
Fixture for
6.7mm specimen – 2.00mm
Fixture for 5.0mm specimen – 1.75mm
Fixture for 3.3mm specimen – 1.50mm
Fixture for 2.5mm specimen –
1.00mm

Hand Operated
Charpy Notch
Machines

Motorised Charpy
Notch Machines

BLACKS CNM
Specimen Machines

Charpy/Izod Notch
Broaches

Specimen and Notch Depth Caliper Gauges

Genuine Spare Parts
and Consumables
 BLACKS
CHARPY & IZOD notch machines - Hand-operated - Motorised - CNM Machine
BLACKS
CHARPY & IZOD notch machines - Hand-operated - Motorised - CNM Machine
Unit 5, The Technology Centre London Road, Swanley Kent,
BR8 7AG
Precision & Production Engineers - view full
Contact Details
